3.pdf
- 文件大小: 2.17MB
- 文件类型: pdf
- 上传日期: 2025-08-21
- 下载次数: 0
概要信息:
材料表面与界面
第二节 实际表面
• 实际工作和生活中遇到的材料表面
金属材料 陶瓷材料 高分子材料
•这些材料表面不可能经离子轰击处理,保存在真空中
第二节 实际表面
第二节 实际表面
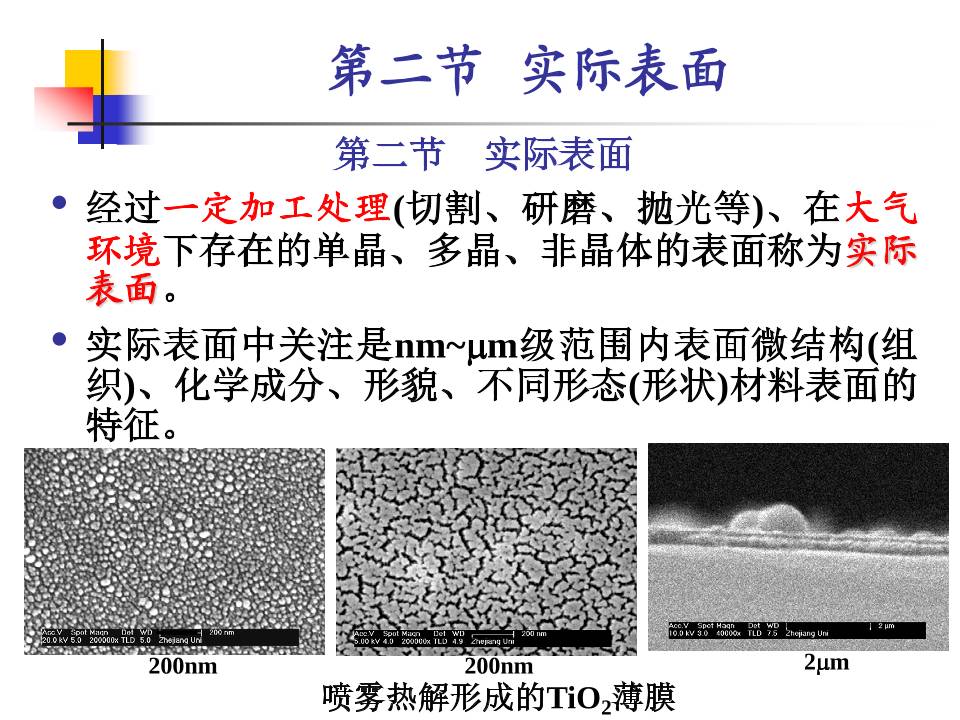
• 经过一定加工处理(切割、研磨、抛光等)、在大气
环境下存在的单晶、多晶、非晶体的表面称为实际
表面。
• 实际表面中关注是nm~µm级范围内表面微结构(组
织)、化学成分、形貌、不同形态(形状)材料表面的
特征。
喷雾热解形成的TiO2薄膜
200nm 200nm 2µm
第二节 实际表面
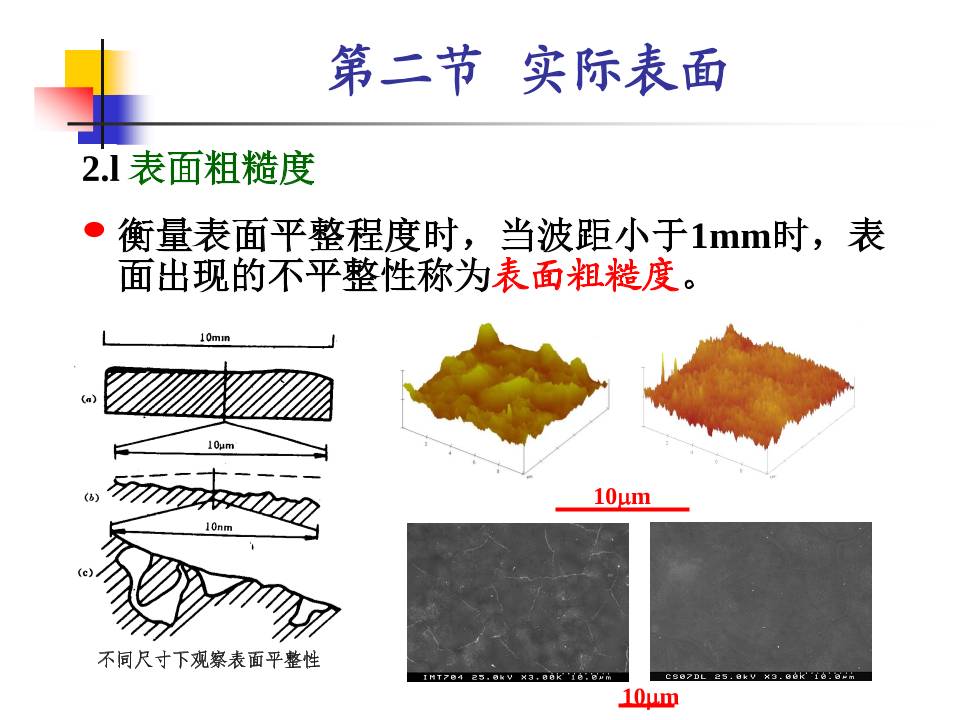
2.l 表面粗糙度
• 衡量表面平整程度时,当波距小于1mm时,表
面出现的不平整性称为表面粗糙度。
不同尺寸下观察表面平整性
10µm
10µm
第二节 实际表面
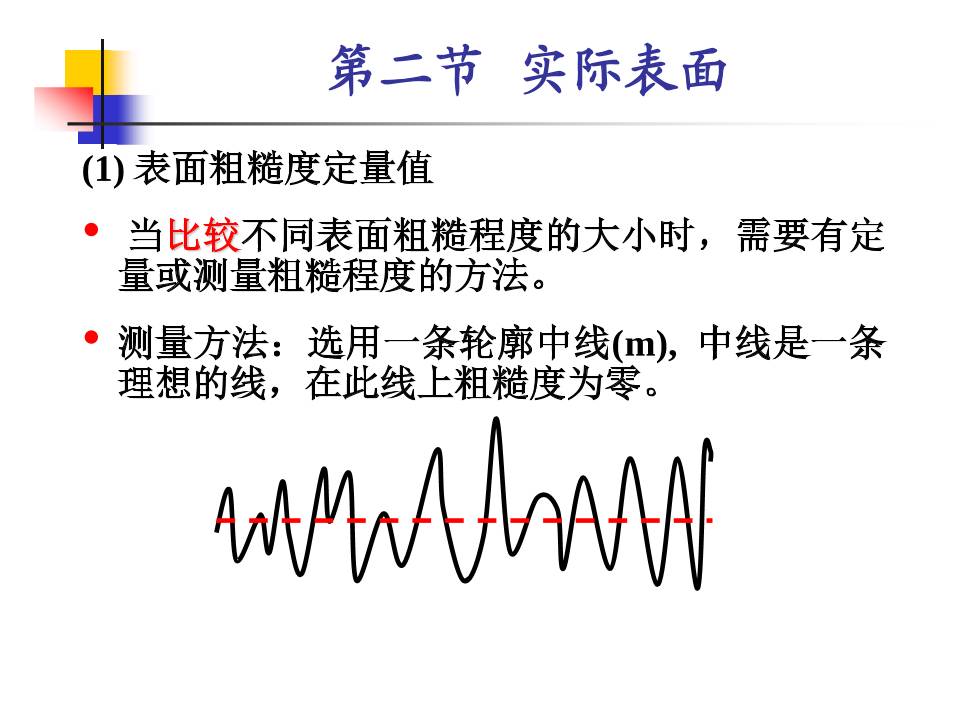
(1) 表面粗糙度定量值
• 当比较不同表面粗糙程度的大小时,需要有定
量或测量粗糙程度的方法。
• 测量方法:选用一条轮廓中线(m), 中线是一条
理想的线,在此线上粗糙度为零。
第二节 实际表面
(a) 轮廓算术平均偏差Ra.
• 在取样长度l内, 测量表面上一些点距中线m的
距离y1, y2, …, yn, 取其绝对值的算术平均值。
∑
=
=
n
i
i
a n
y
R
1
其近似表达式为:
y1
y5 y4 y3
y2 y6
y7
y8
yi
∫=
l
a dxy
l
R
0
1
公式表示为:
第二节 实际表面
(b) 微观不平整十点高度Rz
• 在取样长度内, 从平行于中线的任何一条线起,
到被测量轮廓的五个最高峰(yp1, yp2, ..., yp5)与
五个最低谷(yv1, yv2, ..., yv5)平均值之和。
yv3 yv5 yvi
yp3 yp1
yp1
yv1 yv2
yv4
ypi
5
5
1
5
1
∑∑
==
+
= i
vi
i
pi
z
yy
R
第二节 实际表面
(c) 轮廓最大高度Ry
• 在取样长度内,除去个别明显的偏离值之后,
过最高峰和最低谷,分别作平行于中线的平行
线,这两条平行线间的距离称轮廓最大高度,
以Ry表示。
Ry
第二节 实际表面
Ag = 10 ×10 µm,
Ar 为曲面形成的面
积
(2) 表面粗糙系数R
• 一些材料表面形状复杂, 除了外表面外还有内表
面。一般采用粗糙系数R来表示。
R = Ar/Ag
式中Ag 为几何表面, Ar 为实际表面。
Ar> Ag, R≥1。
第二节 实际表面
• 加工方式与粗糙系数
材料 加工条件 粗糙系数
铝
箔 6
板材抛光 1.6
阳极氧化层,厚20µm 200~900
铁
2号金刚砂抛光,苯去脂 3.8
膜 60
R膜> R块> R箔 ≈ R抛光块
第二节 实际表面
(3) 粗糙度对材料研究和生产的影响
(a) 材料表面受力的影响
• 由于固体的表面是不平整性,当两个表面相互
接触时, 真实接触面积与表观面积差别较大。
• 在实际应用中,表观面积与加工方式和负荷无
关。但真实接触面积会随受力负荷而改变。
第二节 实际表面
• 负荷为2kg时,则真实接触面积只是表观面积
的l/100,000。
粗糙度会使材料表面受力不均匀,并可能产生损伤。
•负荷为100kg时,真实接触面积为表观面积的l/200;
第二节 实际表面
2.2 表面的组织(微观结构)
• 材料学角度考察结构时:关注nm→µm→mm
范围内结构特征 (晶体?晶体种类?颗粒尺
寸?) →微观结构
• 实际表面:由于经过加工而成,材料表面微观
结构也与体内有相当不同。
第二节 实际表面
处理方式:抛光
磨料颗
粒
第二节 实际表面
第二节 实际表面
抛光表面
第二节 实际表面
(1) 实际表面微观结构特征
(a) 金属材料
• 一般金属材料表面要通过研磨抛光而成,表面
在结构和组成上都会发生变化
• 在距表面1µm内,晶粒尺寸与体内显著不同。
离表面0.3µm的范围, 晶粒尺寸很细, 在最表面
层为以非晶态存在→贝尔比层
贝尔比层
微晶区
明显变形
区
SiC 抛光后
第二节 实际表面
Cu 表面组织
金刚石 抛光后
第二节 实际表面
• 研磨时, 金属表面的温度可达500℃~1000℃,
会产生熔化。
• 金属导热性好, 冷却迅速, 熔化的原子来不及回
到平衡位置,造成晶格畸变。畸变区有几十微
米深度范围。随深度增加,畸变程度降低。
• 在最表层常呈现与体内性质有明显差别的非晶
态薄层→ 贝尔比层。
磨料颗粒
第二节 实际表面
• 贝尔比层形成与作用
抛光时出现熔化,可产生流动性, 在表面张力
的作用下可使表面变得平滑。
由于金属具有高的热导率,表面层会产生迅速
凝固,一般非晶态层厚度为20Å 左右。
对于金属和合金来说,它们的抛光表面大都有
一层贝尔比层,其成分是金属和它的氧化物的
混合物。
贝尔比层可起到耐蚀、强化的作用。
第二节 实际表面
处理后钢的微观结构和性能变化
晶粒尺寸减小,
晶相发生改变:珠光
体+铁素体→马氏体
+贝氏体+珠光体
第二节 实际表面
(b) 无机非金属材料
• 抛光表面的特征
从微观结构层次来看,可能由非晶态、微晶和
小晶块组成。
表面层的厚度有限。微观结构与内部差别不象
金属那样大。
表面的缺陷(空洞和微裂缝)可能会增加和减少。
第二节 实际表面
Si/SiC 陶瓷光学镜
具有良好的化学和热稳定性
第二节 实际表面
非金属材料表面抛光的作用
微晶玻璃
硬盘:铝作为基板,在强度、精度和热变形等
方面都不能够满足高容量要求。
微晶玻璃具有良好力学
性能、线膨胀系数小,且
不变形。并能加工达亚纳
米级表面粗糙度。使得在
更高转速 (4800~10000
r/min)下运转很平稳。
第二节 实际表面
陶瓷
光纤连接器
(陶瓷)
早期用Al2O3陶瓷,但光洁度达不到
要求。目前采用的是ZrO2陶瓷。
要求:陶瓷部件(∅2mm×10mm),内孔∅120µm,
粗糙度~0.5 µm,极高的孔同芯度。
陶瓷表面抛光时,材料的离去主要
是通过晶粒的剥落方式。Al2O3陶瓷
晶粒(~10µm),ZrO2陶瓷晶粒(0.1
~ 0.3 µm)。
第二节 实际表面
(2) 磨抛光工艺参数对表面组织的影响
(a) 磨抛光工艺参数:转速、抛光剂(颗粒尺寸、
种类)、压力等。
铜片经过600号碳化硅砂纸研磨后, 在10µm范围内
有明显的形变。如果加工条件一样, 钻石粉产生的损
伤区为最小。
磨料颗粒
第二节 实际表面
(b) 合理选择抛光工艺参数,在材料表面形成所需结
构
• 金属材料:表面形成贝尔比层的作用。
光亮、抗蚀。
• 陶瓷材料:消除表面较大的缺陷。
提高材料力学性能。
Si4N3陶瓷抛光后,抗折强度↑~20%。
• 半导体材料:消除表面缺陷。
集成电路中硅片,表面缺陷会引起外延、氧
化和扩散等工序中感生出位错、层错等二次缺陷,
严重影响器件的性能和成品率。
第二节 实际表面
2.3 表面的成分
成份是决定材料性能主要因素
(1) 金属表面成分
一般特征:“金属/过渡层/空气” 。
• 过渡层中化学组成:氧化物、氮化物、硫化物、
尘埃、油脂、吸附气体(氧、氮、二氧化碳和水汽
等) 。
• 过渡层中氧化物最为常见。
铜:1000℃以下为:空气/CuO/Cu2O/Cu;
1000℃以上为:空气/Cu2O/Cu。
铁:570℃以下为:空气/Fe2O3/Fe3O4/Fe;
570℃以上为: 空气/Fe2O3/Fe3O4/FeO/Fe。
第二节 实际表面
(2) 合金表面成分
一般特征: “金属/过渡层/空气”。过渡层情况更为
复杂。
• 过渡层常氧化物。
Fe-Cr合金(1200℃以下), 过渡层成分随Cr含量而变:
5%Cr 气相
/Fe2O3/Fe3O4/FeO/FeO⋅Cr2O3/Fe+Cr2O3/Fe+Cr
10%Cr 气相/ Fe2O3/Fe3O4/FeO⋅ Cr2O3/Fe+
Cr2O3/Fe+Cr
25%Cr 气相/Cr2O3/Fe+Cr
第二节 实际表面
• 表面出现氧化物的作用
Fe2O3和Fe3O4不致密 → Fe与空气界面不断形成→
氧化反应
Cr2O3致密和硬→氧化反应仅发生表面→氧化物隔
绝作用。
第二节 实际表面
影响表面组成的因素(Fe-Cr合金不锈钢)
• 加工方式的影响:用HF处理, 或用10%HNO3处理
均会使表面铬含量增加。
• 吸附气体的影响:CO吸附在表面后,使铬含量减
少,即使CO是0.1个单分子层。也会使铬含量减
少20%。
• 原因:可能是Cr2O3与CO发生了反应 , 生成
Cr(CO)n或其它可挥发/升华的不稳定化合物的缘
故。
第二节 实际表面
• 合金中微量元素的影响:
不锈钢中碳含量为0.01~0.05%, 则不锈钢抗氧
化能力会大大减弱。
原因:在晶界上会形成FeC, 而FeC易被腐蚀。
添加锆后,则能增大抗氧化能力,还能抑止碳
存在的恶化作用。
原因:形成ZrC并不被被腐蚀,消耗了C元
素 。
第二节 实际表面
(3) 氧化物表面成分
• 一般特征:空气/非化学计量层/氧化物。
非化学计量层形成:表面缺陷形成比较容易,如
氧空位。
Al2O3表面:Al2O,AlO。
TiO2表面: TiO,Ti2O3
• 氧化物表面易具有电偶极矩,即有极性,易发生
明显的吸附效应。
氧化物刚形成的表面,具有高化学反应能力。
如能吸附水分子,并解离成羟基(OH-),而使表面
的物理化学性质发生显著的变化。
第二节 实际表面
玻璃
• 玻璃表面:空气/表面组成/设计组成。
表面组成:表面能小的氧化物易在玻璃表面富
集,如PbO, B2O3氧化物。
表面成分易随时间变化而改变
硅酸铝玻璃表面区0.3µm范围内, 随时间变化为:
Si/Na Si/Ca Si/K Si/Al
“老”的表面 280 900 22 3
刚制成的表面 140 450 5 5
长期暴露在大气中表面, Na、K和Ca离子会减少。
其变化规律可利用来提高玻璃化学稳定性。
第二节 实际表面
2.4 高温下实际固体表面和薄膜
(1) 高温下实际固体表面
• 单晶:由于表面原子的能量大,活动性高,熔
融会首先在整个表面上发生。
• 多晶:晶界和表面原子的
能量和活动性较体内大,因
此熔融会首先从表面和晶界
处发生。
多晶体中晶界面积远大
于表面积,因此多晶的熔融
先从晶界开始。
第二节 实际表面
• 超细颗粒或极薄的膜,它们的熔点随晶粒尺寸
或膜厚的减小而下降。
• 对高温固体表面的研究,有助于了解热处理、
烧结、融体冷凝时缺陷的形成过程。
• 例子:
纳米氧化锆具有超塑性(有很好的延展性,ε=
100-200%)
易克服陶瓷精细加工较难的问题
原因之一:晶界产生蠕动滑移。
第二节 实际表面
(2) 薄膜
• 这里介绍的薄膜是采用气相沉积方法形成的薄膜
(有目的地制造一个表面或界面)
• 薄膜表面的结构受到沉积条件、材料性质和衬底
等因素的影响,一般易得到多晶膜。
薄膜形成过程
第二节 实际表面
• 表面微观结构
气相原子沉积在表面时,原子能量 → ↑
沉积时,基板温度 → ↑
第二节 实际表面
• 表面粗糙系数
薄膜的平均粒度尺寸和粗糙系数
衬底温度(K) 平均粒径(nm) 粗糙系数(R)
钨 273 7 18.0
钨 673 11 6.3
只有在合适的基板温度下,才能形成致密和大晶
粒的薄膜。
第二节 实际表面
2.5 粉体
• 粉体:微细固体粉粒的集合体。
1μm
初次颗粒
团聚颗粒
第二节 实际表面
• 粉体性质:
(a)组成粉体最小单位是初次(一次)颗粒;
颗粒尺寸、颗粒形状、颗粒晶型、颗粒表面
缺陷等
(b) 颗粒常以团聚体形式发挥作用
团聚程度(尺寸及分布)、团聚体内颗粒结合强
度等
(c)加工过程中,宏观尺度粉末集合体性质
比表面、包装密度、粉体堆积角度等
第二节 实际表面
2.6 超微粒子与纳米材料
(1) 超微粒子
粒子尺寸为亚微米到纳米的范围时,一般称团簇,
小粒子,超微粒子。
类别 名称 原子数N 尺寸(nm)
团簇
小团簇 100~101 0.35~0.57
中团簇 101~102 0.57~1.20
大团簇 102~103 1.20~2.50
粒子
细粒子 103~106 2.50~25.0
大粒子 106~109 25.0~250
第二节 实际表面
(2) 表面效应
• 随微粒尺寸减小,表面原子数比例增加。
• 随微粒尺寸减小,表面能也迅速增加。
粒径d(nm) 表面原子所占
比例(%) 比表面能/Jmol-1
100 5.9×102
10 20 5.9×103
l 99 5.9×104
第二节 实际表面
• 超微粒子表面能增加其实来自二部分贡献:
表面原子百分比
表面原子堆积缺陷
“A”原子缺少3个近邻的原子
“B、C、D”原子缺少2个近邻的原
子
“E”原子缺少1个近邻的原
子
第二节 实际表面
例子:
• 通过对粉末进行强烈的机械作用,使颗粒尺寸
减小,表面缺陷增加,从而使颗粒活性增加。
如在机械性球磨条件下(机械合金化),Mg粉+
Ni粉→MgNi合金。
• 颗粒尺寸越小,活性大,可致密化趋势强。
纳米铜在1GPa压力、 150℃、保压时间1h条
件下,能够形成尺寸分别为d80mm× 7.8mm ,
平均晶粒度为 36nm, 相对密度为 97%。
纳米铜的显微硬度分别是多晶粗晶铜6倍。
第三节 晶粒间界
第三节 晶粒间界
第三节 晶粒间界
3.1 晶界的主要种类
(1) 堆积层错
原子堆积排列
B
C
六方最紧密堆积
面心立方最紧密堆积
第三节 晶粒间界
原子堆积排列层错
• 层错是堆积中原子排错了一层,错层上原子仍
是密排的。
… ABCA|
CABCABC… (b)
… ABCACBCABC… (c)
第三节 晶粒间界
Cu-Zn-Al martensite
第三节 晶粒间界
•层错的畸变区(交界区)约为一个原子层的尺
度,界面能也较小。
•密堆原子层的表面能变化不大。
在原子密堆积的晶体(如Au,Al等)中容易产生
层错。
• 层错破坏了晶格的长程序,要散射电子。在半
导体单晶器件中,层错对器件性能影响很大。高速下载:
点击后进入安全下载页,再进行实际下载。下载链接有效期 24 小时,过期会自动刷新。

 WMS仓库系统
WMS仓库系统